Fundada y dirigida desde 1997 por Martin Mitzkat, un ingeniero Norteamericano de formación, la innovación está en el centro mismo de la historia de Revtech. Apoyándonos en un proceso patentado único, cada instalación, que sea para el mercado agroalimentario, la petroquímica o la parafarmacia, hereda este ADN.
Nuestro proceso

ENTRADA
PRODUCTO
PRODUCTO
UNIDAD DE
TRATAMIENTO TÉRMICO
TRATAMIENTO TÉRMICO
SISTEMA DE
ENFRIAMIENTO
ENFRIAMIENTO
SALIDA
PRODUCTO
PRODUCTO

El ADN Revtech
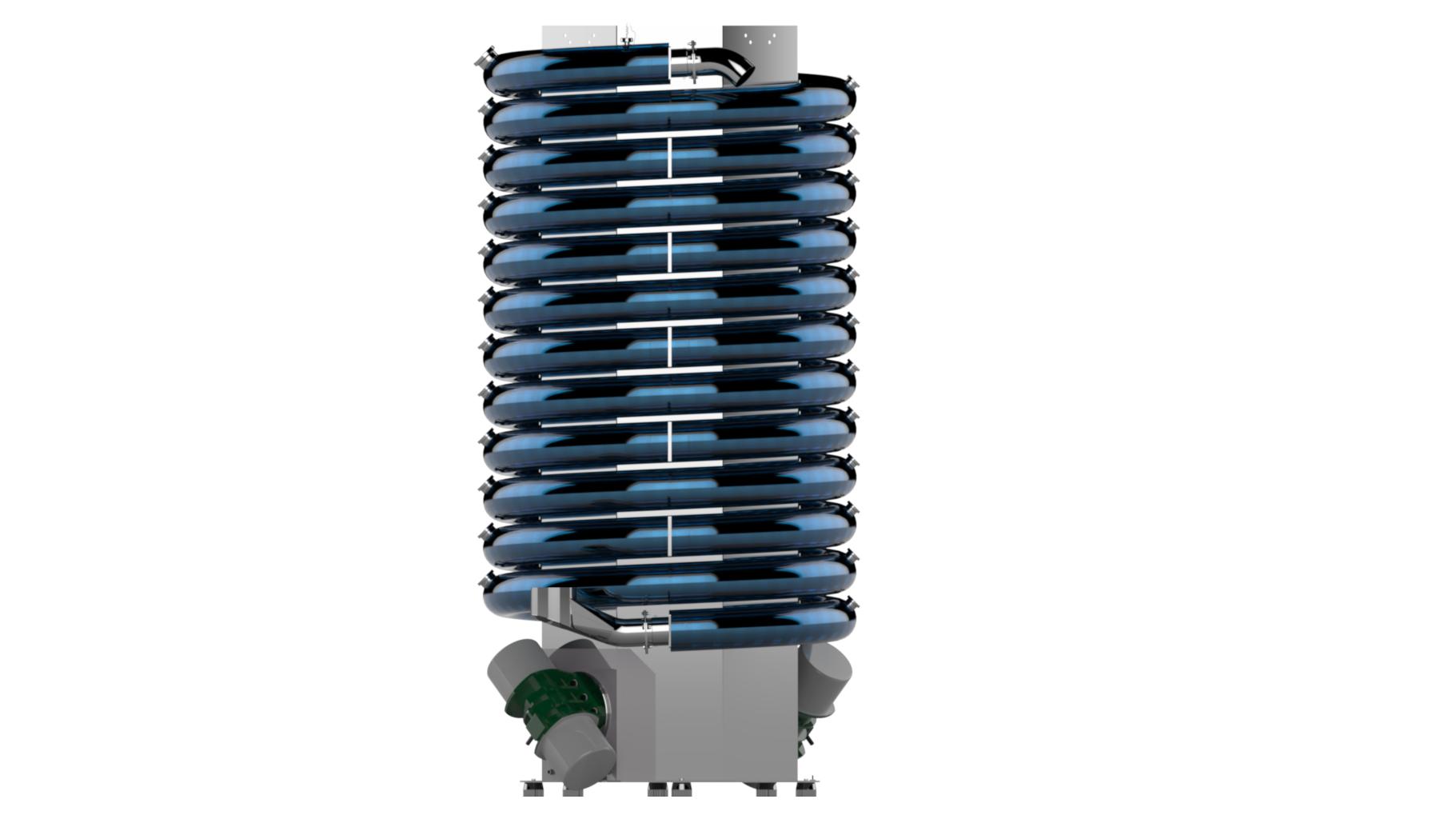
La evolución de Revtech como empresa gira en torno a un concepto innovador de tratamiento térmico continuo de ingredientes secos, sólidos a granel y gases. Esto se basa en una combinación ingeniosa de técnicas de generación de calor eléctrico y transporte vibratorio en una espiral cerrada de acero inoxidable, lo que permite un calentamiento rápido y altamente eficiente.
Cuando se combina con la inyección de una pequeña cantidad de vapor, un Se obtiene un proceso de esterilización por vapor y pasteurización altamente eficiente para productos alimenticios.
La solución patentada de Revtech presenta una serie de ventajas significativas:
- Bajo consumo de energía como resultado de una transferencia de calor altamente eficiente, por ejemplo, alrededor de 100 kW / tonelada para pasteurización (incluida la generación de vapor) o entre 150 y
300 kW/ton para tostar, - Tratamiento uniforme debido a la mezcla intensa durante el transporte vibratorio,
- Respetuoso con el medio ambiente debido a la ausencia total de productos químicos y emisiones bajas o inexistentes según los productos tratados.
Tecnología y aplicaciones patentadas
El proceso Revtech es reconocido mundialmente por su carácter revolucionario. El objetivo es ofrecer máquinas innovadoras y automatizadas para el tratamiento térmico continuo de materias primas. De este proceso se derivan 3 aplicaciones principales:
- El secado y el tostado,
- La esterilización y la pasteurización,
- El tratamiento térmico como la estabilización y las modificaciones funcionales de los productos de cereales, o la desorción térmica de productos químicos.
En los últimos 20 años, esta misma innovación ha evolucionado para dirigirse a nuevos mercados y responder a nuevas necesidades manteniendo al mismo tiempo el mismo proceso ahora bien probado.


Una tecnología validada
La tecnología Revtech ha sido validada por Comités de Expertos Técnicos para la Seguridad Alimentaria del Almond Board of California y de la FDA.
Todas nuestras instalaciones industriales para la pasteurización de frutos secos y semillas pueden ser validadas por laboratorios y expertos técnicos independientes para una reducción de 5 a 7 Log de contaminaciones originales de Salmonellas según el protocolo del Almond Board of California.
Nuestro proceso de pasteurización garantiza una eliminación completa de los patógenos como la Salmonella, E. Coli, coliformes, enterobacterias, levaduras y mohos y una fuerte reducción del recuento microbiológico total.
La baja cantidad de vapor inyectado (3 a 10%) permite una muy buena preservación de las propiedades organolépticas de los ingredientes (textura, sabor y color). El transporte por vibraciones asegura por su lado un tratamiento homogéneo y suave.
Aunque es reconocida en todo el mundo por la calidad de sus diseños y fabricaciones, Revtech sigue innovando con el fin de preparar el futuro.
El espíritu de innovación se perpetua
La historia de Revtech se basa en la innovación, una parte significativa de sus ingresos se invierte cada año en Investigación y nuevos proyectos. Efectivamente, puesto que las normas de seguridad alimentaria y la demanda de calidad por parte del consumidor final siguen evolucionando, las inversiones responden eficazmente a esas necesidades. Anticipar el mañana es hoy una realidad dentro de Revtech.

Innovación y calidad son los dos pilares fundadores de Revtech. La empresa, en perpetua búsqueda de satisfacción del cliente, ha implementado un enfoque completo para acompañarle en sus proyectos. Así, del diseño a la fabricación, es un conjunto de servicios que hace que su instalación de tratamiento térmico sea única.